Как эффективно выполнять напряжение прядей?

Предварительное напряжение значительно улучшает структурную устойчивость и несущую способность сборных железобетонных изделий, поэтому оно является одним из самых важных этапов в производстве многопустотных плит. Поскольку натяжение является таким важным и трудоемким этапом, полезно знать, как ускорить этот процесс и увеличить его эффективность. Именно поэтому эффективность – ключевая тема моего блога. Я рассматриваю предварительное напряжение с трех разных точек зрения – экономия времени, экономия прядей и повышение безопасности.
Начнем с того, что весь процесс предварительного напряжения начинается с вытягивания прядей подготовительной машиной, так называемым препарером, после чего они надежно крепятся к упорам натяжения. При использовании метода одинарного натяжения оба конца крепятся так же, и пряди натягиваются одна за другой. Однако, с помощью устройства натяжения Elematic E9 – новой эффективной и улучшающей безопасность машины для группового натяжения прядей – вы можете повысить уровень безопасности предварительного натяжения, а также значительно cэкономить время и количество прядей. Каким образом это происходит?
Экономия времени
Вместо метода одинарного натяжения, вы можете выбрать групповое напряжения прядей. Подумайте об этом: в случае 6 формовочных стендов вам требуется всего 30 минут для завершения процедуры предварительного напряжения с устройством натяжения Е9, вместо 2,5 часов, потраченных на то же самое при использовании метода одинарного напряжения. Разница во времени значительно влияет на производственные расходы, так как уменьшается время натяжения, увеличивается ваше эффективное рабочее время. Ведь почти все работы на заводе должны быть остановлены на время проведения предварительного напряжения. Экономия достигается за счет того, что устройство натяжения Е9 спроектировано для одновременного предварительного напряжения до 20 прядей и 200 тонн.

Экономия прядей
Из-за того, что вы можете сберегать пряди в пассивном конце стенда при использовании метода одинарного натяжения, экономия не так велика при методе группового натяжения. Это потому, что вы будете тратить часть, примерно 1,5 м пряди, необходимую для домкрата и длины тяги. В обоих случаях экономия прядей основывается на факте, что пряди не обрезаются перед снятием напряжения. Конечно, это означает, что количество ваших катушек арматурных прядей должно равняться количеству прядей, необходимому вам на плиту, а также на стенды.
Например, если вы экономите на 1,5 метра прядей больше на стенд, используя метод группового натяжения: 1.5 метров х 6 прядей х 1 евро за метр х 6 стендов х 250 дней = 13 500 евро в год. Это та сумма денег, которая была бы потрачена при использовании метода одинарного натяжения.
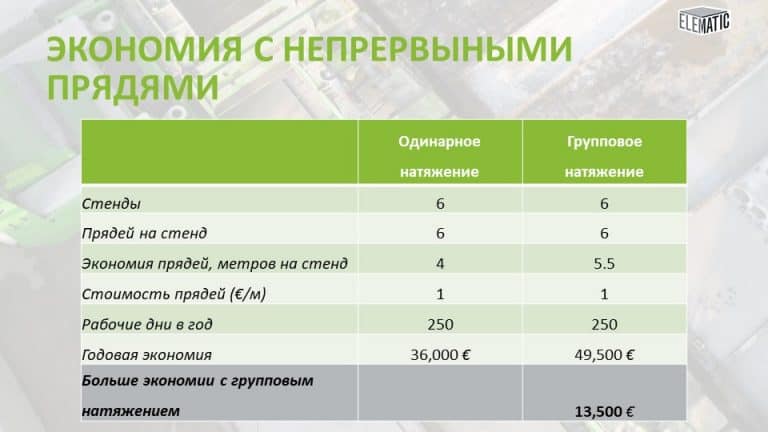
Внимание! Если сейчас вы не используете непрерывные пряди для натяжения, выбор метода группового натяжения и непрерывных прядей может привести к экономии 5 м на прядь. Например, если вы экономите 4 метра с непрерывными прядями: 4 метра х 6 прядей х 1 евро за метр х 6 стендов х 250 дней = 36 000 евро в год.
Улучшение безопасности
С точки зрения безопасности устройство натяжения E9 находится на совсем новом уровне. Машина имеет современную систему управления с интуитивным пользовательским интерфейсом, который направляет оператора во время всего процесса. Это означает, что, вводя информацию о напряжении, машина вычисляет необходимое расстояние и движется соответственно. Вы также можете сэкономить время, создав базу предопределенных настроек для различных типов плит и вариантов прядей, что приводит к минимизированию возможностей возникновения человеческих ошибок.
Безопасность еще сильнее гарантирована благодаря тому, что оператор должен выйти из предыдущих этапов с панели управления, прежде чем он может двигаться вперед в процессе. Примером такого рода может служить крепление клиновых анкеров. Введя устройство натяжения E9 на ваш завод, процесс натяжения также становится более безопасным, поскольку оператор постоянно имеет беспрепятственную видимость на зону повышенной опасности. Таким образом оператору легко проверить, что рабочая зона свободна, и не происходит никакого проскальзывания или другого отклонения во время натягивания. Кроме того, операционная система машины Е9 контролирует весь процесс напряжения, предотвращая неравномерное перемещение цилиндров и включая сигнализацию, если цель не достигнута.
Тем не менее, мы все-таки рекомендуем проводить контроль качества методом случайного отбора, объем которого зависит от вас и местных норм. Это обычно выполняется вручную, определяя калибровочным устройством, что необходимая сила напряжения достигнута. На самом деле во многих странах это требуется местными органами по безопасности в области строительства.

Если вы заинтересованы в том, чтобы узнать больше об эффективном предварительном напряжении не только пустотных плит, но также и тонких сплошных плит перекрытий, пустотных свай и других предварительно напряженных железобетонных изделий, я с удовольствием отвечу на любые вопросы и более подробно обсужу эту тему с вами. Читайте больше об устройстве натяжения E9 здесь.
Автор

Яни Эйлола
директор по продуктам, технологии для производства плит перекрытий
ПАО Elematic